

Bulong Ép Thép Mạ Kẽm M6x12mm
Vật liệu : Thép mạ kẽm – FH
Tiêu chuẩn : Việt Nam
Xử lý bề mặt : Mạ kẽm
Chất lượng: Có đầy đủ giấy tờ CO CQ, xuất hóa đơn VAT
Hotline: 0274 628 9521
Kinh Doanh: 0968 754 246
Tổng quan Bu lông ép (clinch stud) Thép mạ kẽm M6x12mm
Phiên bản Thép mạ kẽm của Bu lông ép (clinch stud) Thép mạ kẽm M6x12mm phù hợp môi trường khô có mái che thông thường.
Bu lông ép (clinch stud) Thép mạ kẽm M6x12mm là bu lông ép (clinch stud / self-clinching fastener / press-in stud) chế tạo từ thép carbon mạ kẽm điện phân, ren M6 bước 1mm, thân 12mm. Sản phẩm được ép vĩnh viễn vào tấm kim loại mỏng bằng máy ép thủy lực – tạo điểm ren M6 ngoài chắc chắn nhô lên mặt vật liệu, dùng để vặn đai ốc từ phía sau.
Thiết kế kỹ thuật Bu lông ép (clinch stud) Thép mạ kẽm M6x12mm
Tiêu chuẩn liên quan: IFI-543 (Standard for self-clinching studs) của Industrial Fasteners Institute (Mỹ); DIN 25116 (Châu Âu). Bu lông ép (clinch stud) Thép mạ kẽm M6x12mm đáp ứng các chuẩn này.
Quá trình ép Bu lông ép (clinch stud) Thép mạ kẽm M6x12mm: máy ép thủy lực hoặc khí nén với khuôn ép phù hợp size M6. Tốc độ chu kỳ ép: 0.5-2 giây/SP với máy thủ công; 100-500 SP/phút với máy CNC tự động.
Phương pháp tạo ren M6: lăn ren cold-formed cho Bu lông ép (clinch stud) Thép mạ kẽm M6x12mm – độ bền mỏi tăng 30-50% so với ren cắt. Bước 1mm là coarse thread chuẩn DIN, tương thích đai ốc M6 phổ thông.
Vật liệu Thép mạ kẽm trong Bu lông ép (clinch stud) Thép mạ kẽm M6x12mm
Thép carbon trong Bu lông ép (clinch stud) Thép mạ kẽm M6x12mm là CT38 hoặc tương đương, cấp bền 4.8 sau cold-formed. Đủ cứng để khía cắt vào tấm thép (mềm hơn) khi ép.
Quá trình mạ kẽm: tẩy gỉ HCl, mạ điện phân ZnSO₄, passivation Cr3+ trivalent. Lớp Zn bảo vệ theo cơ chế “hy sinh anodic”.
Lĩnh vực sử dụng Bu lông ép (clinch stud) Thép mạ kẽm M6x12mm
Bu lông ép (clinch stud) Thép mạ kẽm M6x12mm được ứng dụng rộng rãi trong các ngành sản xuất hàng loạt:
- Sản xuất thiết bị y tế: panel inox cần ren ngoài để gắn cụm chi tiết.
- Sản xuất tủ điện công nghiệp: tạo điểm ren trên vỏ thép mỏng để gắn linh kiện.
- Sản xuất hộp đấu điện, hộp kỹ thuật, vỏ thiết bị điều khiển.
- Lắp ráp vỏ máy điện tử: ampli, loa, máy in, máy fax cao cấp.
- Lắp ráp đồ chơi cao cấp có khung kim loại cần điểm ren M6.
Đặc điểm vượt trội Bu lông ép (clinch stud) Thép mạ kẽm M6x12mm
Bu lông ép (clinch stud) Thép mạ kẽm M6x12mm sở hữu nhiều ưu điểm cho lắp ráp tấm mỏng tự động hóa:
- Tạo ren ngoài cố định vĩnh viễn: Sau khi ép, Bu lông ép (clinch stud) Thép mạ kẽm M6x12mm trở thành phần của tấm – chịu được kéo, cắt, rung động.
- Bề mặt sáng bóng: Mạ kẽm passivation tạo finishing đẹp.
- Bề mặt sau gọn gàng: Đầu flange chỉ nhô 0.5-1mm – không vướng cụm bên cạnh.
- Lực kéo phá NaN-NaN N: Đủ cho vỏ thiết bị, panel ô tô, kết cấu nhẹ.
- Tấm tối thiểu 1.5mm: Dùng được trên tấm rất mỏng – không thể tap ren trực tiếp.
- Tuân thủ IFI-543 / DIN 25116: Tiêu chuẩn quốc tế cho clinch stud, tương thích máy ép tiêu chuẩn.
- Lỗ khoan 7.3mm chuẩn: Mũi khoan kim loại HSS thông dụng.
Hướng dẫn ép Bu lông ép (clinch stud) Thép mạ kẽm M6x12mm đúng kỹ thuật
Quy trình ép Bu lông ép (clinch stud) Thép mạ kẽm M6x12mm đúng kỹ thuật:
- Bước 3 – Đặt Bu lông ép (clinch stud) Thép mạ kẽm M6x12mm vào lỗ: Đẩy bu lông từ phía mặt SAU của tấm vào lỗ – flange phía sau, ren ngoài hướng ra mặt thao tác.
- Lưu ý độ cứng tấm: Tấm HRC >30 sẽ làm khía của Bu lông ép (clinch stud) Thép mạ kẽm M6x12mm không cắt được – không bám. Cần ủ mềm tấm trước khi ép.
- Bước 4 – Định vị trong khuôn ép: Đặt cụm tấm + bu lông vào khuôn ép. Đầu ren M6 nằm trong rãnh khuôn phía trên; flange tì lên đe phía dưới.
- Bước 5 – Ép: Khởi động máy ép, lực 32-42 kN ép đầu bu lông vào lỗ. Khía cắt sâu vào thép tấm – cố định vĩnh viễn. Thời gian ép: 0.5-2 giây.
- Lưu ý đầu khuôn: Dùng đầu khuôn ép phù hợp size M6 – khuôn sai size có thể làm hỏng ren M6 của bu lông.
- Bước 1 – Chuẩn bị tấm: Đảm bảo tấm vật liệu dày ≥1.5mm, phẳng, không có dầu mỡ. Độ cứng HRC
- Bước 2 – Khoan lỗ: Khoan lỗ 7.3mm (lớn hơn knurled diameter ~0.05mm) tại vị trí cần lắp. Tẩy ba-via sau khoan.
So sánh Bu lông ép (clinch stud) Thép mạ kẽm M6x12mm với các phương án khác
Bu lông ép (clinch stud) Thép mạ kẽm M6x12mm vs Tap ren trực tiếp: Tap ren cần tấm dày ≥4.5mm. Bu lông ép (clinch stud) Thép mạ kẽm M6x12mm dùng được trên tấm 1.5mm – mỏng hơn nhiều. Tap ren có thể tuôn khi mỏng; Bu lông ép (clinch stud) Thép mạ kẽm M6x12mm mối ép bền hơn.
Bu lông ép (clinch stud) Thép mạ kẽm M6x12mm vs Bulong hàn CD: Hàn CD sinh nhiệt có thể làm cong tấm mỏng. Bu lông ép (clinch stud) Thép mạ kẽm M6x12mm ép cơ học – không nhiệt. Hàn CD cần máy hàn; Bu lông ép (clinch stud) Thép mạ kẽm M6x12mm cần máy ép. Cả hai đều cố định vĩnh viễn.
Bu lông ép (clinch stud) Thép mạ kẽm M6x12mm vs Tán rút (rivet nut): Tán rút tạo ren TRONG, Bu lông ép (clinch stud) Thép mạ kẽm M6x12mm tạo ren NGOÀI. Tán rút có thể dùng kiềm rút thông dụng; Bu lông ép (clinch stud) Thép mạ kẽm M6x12mm cần máy ép chuyên dụng. Chọn theo loại ren cần tạo.
Bu lông ép (clinch stud) Thép mạ kẽm M6x12mm vs Đai ốc hàn (weld nut): Weld nut hàn ren trong từ phía sau tấm. Bu lông ép (clinch stud) Thép mạ kẽm M6x12mm ép từ phía sau tạo ren ngoài phía trước. Khác mục đích sử dụng (ren ngoài vs ren trong).
Bu lông ép (clinch stud) Thép mạ kẽm M6x12mm thép mạ kẽm vs phiên bản inox 304: Inox 304 đắt hơn nhưng chống gỉ tốt hơn. Chọn mạ kẽm cho trong nhà; inox cho ngoài trời.
Bảo quản và sử dụng Bu lông ép (clinch stud) Thép mạ kẽm M6x12mm
- Vệ sinh: Lau khăn ẩm xà phòng trung tính. Tránh chất tẩy chứa Clo.
- Phục hồi vết xước: Bôi sơn giàu kẽm phủ vùng tổn thương.
- Tuổi thọ: 5-10 năm trong nhà; 2-3 năm ngoài trời ẩm.
Câu hỏi thường gặp về Bu lông ép (clinch stud) Thép mạ kẽm M6x12mm
1. Lực kéo phá của Bu lông ép (clinch stud) Thép mạ kẽm M6x12mm?
Khoảng NaN-NaN N. Đủ cho lắp ráp vỏ thiết bị, panel.
2. Bu lông ép (clinch stud) Thép mạ kẽm M6x12mm dùng lỗ khoan đường kính bao nhiêu?
7.3mm – lớn hơn knurled diameter 0.05mm để dễ vào nhưng vẫn bám chặt khi ép.
3. Bu lông ép (clinch stud) Thép mạ kẽm M6x12mm có dùng được ngoài trời không?
Có thể nhưng tuổi thọ giới hạn 2-3 năm trong môi trường ẩm. Ngoài trời lâu dài dùng inox 304.
4. Tiêu chuẩn nào áp dụng?
IFI-543 (Mỹ) và DIN 25116 (Châu Âu) cho self-clinching studs. Bu lông ép (clinch stud) Thép mạ kẽm M6x12mm đáp ứng các chuẩn này.
5. Có bán kèm máy ép không?
Có. Ánh Dương cung cấp máy ép thủy lực + bộ khuôn ép phù hợp – liên hệ kinh doanh tư vấn.
6. Có thể dùng máy ép thường không?
Cần máy ép chuyên cho clinch stud với khuôn ép phù hợp size M6. Có thể dùng máy ép thủy lực thông dụng + bộ khuôn riêng.
7. Khác biệt clinch stud và weld stud?
Weld stud hàn CD sinh nhiệt; Bu lông ép (clinch stud) Thép mạ kẽm M6x12mm ép cơ học không nhiệt. Weld cần máy hàn CD; Bu lông ép (clinch stud) Thép mạ kẽm M6x12mm cần máy ép. Tấm 0.8mm ép được mà không biến dạng.
8. Tấm vật liệu tối thiểu dày bao nhiêu?
1.5mm. Mỏng hơn dễ rạn nứt khi ép. Độ cứng HRC
9. Tốc độ ép Bu lông ép (clinch stud) Thép mạ kẽm M6x12mm bao nhiêu?
0.5-2 giây/SP với máy thủ công; 100-500 SP/phút với máy CNC tự động dây chuyền.
Báo giá và liên hệ đặt hàng Bu lông ép (clinch stud) Thép mạ kẽm M6x12mm
Quý khách có nhu cầu đặt hàng Bu lông ép (clinch stud) Thép mạ kẽm M6x12mm, mua kèm máy ép và bộ khuôn ép phù hợp, vui lòng liên hệ Hotline 0274 628 9521 hoặc Mr. Tuấn 0968 754 246, email sale1@anhduongvina.com.
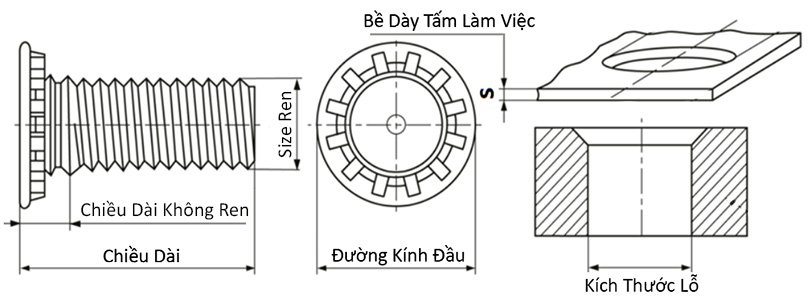
| Hệ Kích Thước | Met |
|---|---|
| Độ Dày Tấm Làm Việc | 1.6 mm |
| Size Ren Ren Cấy | M6 |
| Đường Kính Đầu Ren Cấy | 8.2 mm |
| Dùng Cho Lỗ | 6 mm |
| Chiều Dài Bulong Ép | 12 mm |
| Vật Liệu | Thép Carbon |
| Chiều Dài Không Ren | 3 mm |
| Xử Lý Bề Mặt | Mạ Kẽm |



Đánh giá
Chưa có đánh giá nào.