






Bulong Hàn Thép Mạ Đồng M8x10
- Hệ Kích Thước Met
- Loại Ren Thô
- Vật Liệu Thép
Hotline: 0274 628 9521
Kinh Doanh: 0968 754 246
Bulong hàn thép M8x10 là gì?
Bulong hàn thép M8x10 là bu lông hàn (weld bolt / weld stud) chuyên dụng được chế tạo từ thép carbon cấp bền 4.8 mạ kẽm hoặc thường, ren M8 bước 1.25mm, thân 10mm. Sản phẩm có cấu tạo đặc biệt với đầu phẳng và “nipple” nhỏ tiếp xúc – cho phép hàn nhanh bằng máy hàn phóng tụ CD (Capacitor Discharge) lên bề mặt tấm kim loại mỏng, tạo điểm ren M8 cố định một cách chắc chắn không cần khoan hay tap ren.
Bulong hàn thép M8x10 là bu lông hàn (weld bolt / weld stud) chuyên dụng được chế tạo từ thép carbon cấp bền 4.8 mạ kẽm hoặc thường, ren M8 bước 1.25mm, thân 10mm. Sản phẩm có cấu tạo đặc biệt với đầu phẳng và “nipple” nhỏ tiếp xúc – cho phép hàn nhanh bằng máy hàn phóng tụ CD (Capacitor Discharge) lên bề mặt tấm kim loại mỏng, tạo điểm ren M8 cố định một cách chắc chắn không cần khoan hay tap ren.
Vật liệu thép trong Bulong hàn thép M8x10
Thép carbon trong Bulong hàn thép M8x10 thường là CT38 hoặc tương đương, cấp bền 4.8 (sau khi cold-formed) với giới hạn bền 400 MPa, giới hạn chảy 320 MPa. Đủ cho ứng dụng phổ thông trong ngành ô tô, vỏ máy, tủ điện.
Thép carbon trong Bulong hàn thép M8x10 thường là CT38 hoặc tương đương, cấp bền 4.8 (sau khi cold-formed) với giới hạn bền 400 MPa, giới hạn chảy 320 MPa. Đủ cho ứng dụng phổ thông trong ngành ô tô, vỏ máy, tủ điện.
Cơ chế CD welding với Bulong hàn thép M8x10
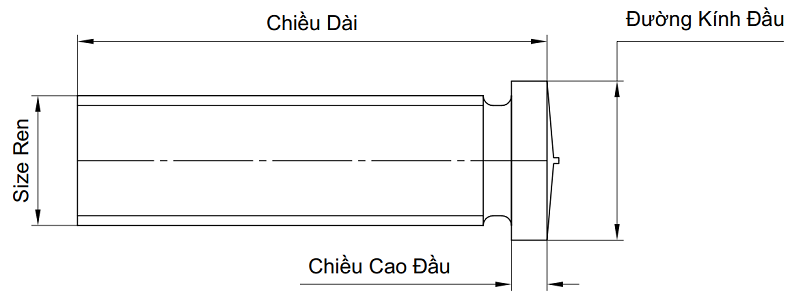
Cấu tạo Bulong hàn thép M8x10 gồm 3 phần: (1) Đầu hàn (weld end) – mặt phẳng có “nipple” nhỏ giữa, tiếp xúc với tấm vật liệu cần hàn. Nipple là điểm tạo cung điện hồ quang khi xảy ra phóng tụ; (2) Đầu flange – đĩa phẳng đường kính 11mm, tăng diện tích tiếp xúc và lực giữ sau khi hàn; (3) Thân ren – phần ren ngoài M8 bước 1.25mm dài 7mm chia phần.
Cấu tạo Bulong hàn thép M8x10 gồm 3 phần: (1) Đầu hàn (weld end) – mặt phẳng có “nipple” nhỏ giữa, tiếp xúc với tấm vật liệu cần hàn. Nipple là điểm tạo cung điện hồ quang khi xảy ra phóng tụ; (2) Đầu flange – đĩa phẳng đường kính 11mm, tăng diện tích tiếp xúc và lực giữ sau khi hàn; (3) Thân ren – phần ren ngoài M8 bước 1.25mm dài 7mm chia phần.
Cấu tạo Bulong hàn thép M8x10 gồm 3 phần: (1) Đầu hàn (weld end) – mặt phẳng có “nipple” nhỏ giữa, tiếp xúc với tấm vật liệu cần hàn. Nipple là điểm tạo cung điện hồ quang khi xảy ra phóng tụ; (2) Đầu flange – đĩa phẳng đường kính 11mm, tăng diện tích tiếp xúc và lực giữ sau khi hàn; (3) Thân ren – phần ren ngoài M8 bước 1.25mm dài 7mm chia phần.
Ứng dụng phổ biến của Bulong hàn thép M8x10
Với khả năng hàn nhanh lên tấm mỏng và tạo ren M8 cố định, Bulong hàn thép M8x10 được dùng trong:
- Chế tạo thiết bị HVAC: gắn ren trên vỏ ống dẫn khí, ống thông gió mỏng.
- Sản xuất ô tô: gắn ren M8 lên panel cốp xe, mặt cabin, khung gầm để cố định cụm chi tiết.
- Chế tạo bảng quảng cáo, biển hiệu: gắn các phụ kiện lên mặt sau bảng tôn.
- Lắp ráp thân container, rơ-moóc nhẹ – tạo điểm ren trên thành ngoài.
So sánh Bulong hàn thép M8x10 với các phương án khác
Bulong hàn thép M8x10 vs Tán rút (rivet nut): Tán rút cần khoan lỗ xuyên (lộ mặt sau), thân tán có thể bị lỏng theo thời gian rung động. Bulong hàn thép M8x10 hàn vĩnh viễn, không lỗ xuyên, lực giữ 21000 N cao hơn tán rút cùng size 30-50%.
Bulong hàn thép M8x10 vs Tap ren trực tiếp: Tap ren cần tấm dày ≥6mm để đủ ren ăn. Bulong hàn thép M8x10 hàn được lên tấm chỉ 0.5mm. Lực kéo tap có thể tuôn nếu tấm mỏng; Bulong hàn thép M8x10 mối hàn mạnh hơn bản thân thân ren.
Bulong hàn thép M8x10 vs Hàn bulong thông thường (manual): Hàn tay bulong lục giác cần kỹ năng cao, mối hàn không đẹp và mất 30-60 giây/mối. Bulong hàn thép M8x10 hàn CD tự động 1-2 mili-giây/mối, đẹp và đồng đều.
Bulong hàn thép M8x10 CD vs DA (Drawn Arc): DA cần ferrule sứ và máy lớn (10-30 kVA) nhưng mối hàn mạnh hơn. CD nhanh hơn, máy nhỏ (3-5 kVA), không cần ferrule. Size M8 dùng CD là phù hợp.
Ưu điểm nổi bật của Bulong hàn thép M8x10
Bulong hàn thép M8x10 sở hữu nhiều ưu điểm vượt trội cho ứng dụng tạo ren trên tấm mỏng:
- Hàn nhanh 1-2 mili-giây: Một máy CD có thể hàn 30-60 bulong/phút – tốc độ vượt xa khoan + tap ren hoặc đặt tán rút.
- Chiều dài 10mm linh hoạt: Phù hợp đa dạng độ dày chi tiết cần kẹp trên tấm vật liệu nền.
- Không sinh nhiệt làm cong vênh: Toàn bộ quá trình hàn chỉ vài mili-giây, không đủ truyền nhiệt làm biến dạng tấm xung quanh – hàn được tấm 0.5mm.
- Không cần khí bảo vệ: CD stud welding không cần CO₂/Argon, không tạo xỉ – thân thiện môi trường và rẻ vận hành.
- Tuân thủ ISO 13918 / DIN 32500: Chuẩn quốc tế cho stud welding, tương thích mọi súng hàn tiêu chuẩn.
Hướng dẫn hàn Bulong hàn thép M8x10 đúng kỹ thuật
Quy trình hàn Bulong hàn thép M8x10 bằng máy CD welding gồm 8 bước cơ bản:
- Bước 1 – Chuẩn bị máy hàn CD: Bật máy hàn phóng tụ CD công suất phù hợp (3-5 kVA cho M8). Đặt dòng hàn 3500-4500A, thời gian 1-3 mili-giây theo hướng dẫn của máy.
- Bước 5 – Bóp cò: Bóp cò súng hàn – tụ điện trong máy phóng dòng 3500-4500A qua nipple trong vài mili-giây, tạo cầu kim loại lỏng giữa bulong và tấm.
- Bước 7 – Kiểm tra mối hàn: Quan sát flange của Bulong hàn thép M8x10 – phải có vành kim loại nóng chảy đều xung quanh (welding ring) dấu hiệu mối hàn tốt. Nếu thấy lệch một bên hoặc không có ring, mối hàn không đạt.
Bảo quản và xử lý sau hàn
- Sơn phủ sau hàn: Vùng hàn Bulong hàn thép M8x10 thép thường dễ gỉ – cần sơn phủ epoxy, sơn lót zinc-rich hoặc mạ điện sau khi hàn để bảo vệ.
- Tránh va đập sau hàn: Mối hàn CD vẫn còn vùng nhiệt cô đặc – tránh va đập trong 24h đầu để mối hàn ổn định.
- Bảo quản Bulong hàn thép M8x10 trước hàn: Tránh ẩm và oxy hóa nipple. Đóng gói trong túi nilon kín có gói hút ẩm cho lưu kho dài hạn.
Câu hỏi thường gặp về Bulong hàn thép M8x10
1. Lực kéo của mối hàn Bulong hàn thép M8x10 là bao nhiêu?
21000 N với tấm thép dày 1-2mm. Mối hàn thường mạnh hơn bản thân thân ren – nếu kéo đến đứt thì sẽ đứt ở thân chứ không bung hàn.
2. Bulong hàn thép M8x10 có CO – CQ không?
Có. Ánh Dương cung cấp CO – CQ theo yêu cầu cho đơn hàng dự án.
3. Có dùng được cho dây chuyền sản xuất tự động không?
Có. Súng hàn CD dễ tích hợp với robot công nghiệp – nhiều dây chuyền ô tô sử dụng cho hàng triệu mối hàn/năm.
4. Có cần máy hàn đặc biệt cho Bulong hàn thép M8x10?
Cần máy hàn phóng tụ CD chuyên dụng (Köster, Soyer, HBS, NELSON) – công suất 3-5 kVA cho M8. Máy hàn thông thường (TIG/MIG/MMA) không hàn được.
5. Có cần khí bảo vệ khi hàn Bulong hàn thép M8x10?
Không. CD welding không cần CO₂ hay Argon. Toàn bộ quá trình hàn chỉ vài mili-giây – không đủ thời gian oxy hóa.
6. Tiêu chuẩn nào áp dụng cho Bulong hàn thép M8x10?
ISO 13918 (yêu cầu kỹ thuật stud welding) và DIN 32500 (thông số kích thước). Đảm bảo tương thích mọi súng hàn CD tiêu chuẩn.
7. Bulong hàn thép M8x10 hàn bằng phương pháp nào?
CD (Capacitor Discharge) stud welding – máy phóng tụ điện dòng 3500-4500A trong 1-3 mili-giây. Không cần khí bảo vệ, không tạo xỉ.
8. Tấm vật liệu cần xử lý gì trước khi hàn Bulong hàn thép M8x10?
Làm sạch dầu mỡ và gỉ sét tại vị trí hàn (1 cm² xung quanh). Bề mặt nhẵn, không cần sạch tuyệt đối nhưng không được có lớp sơn dày.
Báo giá và liên hệ đặt hàng Bulong hàn thép M8x10
Quý khách có nhu cầu đặt hàng Bulong hàn thép M8x10, mua kèm máy hàn CD hoặc cần tư vấn chọn cấp vật liệu phù hợp, vui lòng liên hệ Hotline 0274 628 9521 hoặc Mr. Tuấn 0968 754 246, email sale1@anhduongvina.com.
| Vật Liệu | Thép |
|---|




Đánh giá
Chưa có đánh giá nào.