
Cơ Khí, Internet of Thing
Độ nhám bề mặt trong chế tạo
Độ nhám bề mặt trong chế tạo: Tầm quan trọng và ứng dụng
Giới thiệu
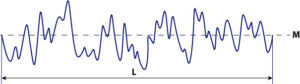
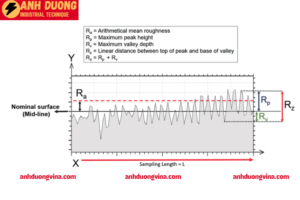
Độ nhám bề mặt là chỉ số thể hiện mức độ mịn hoặc gồ ghề của bề mặt sau khi gia công. Trong chế tạo máy, độ nhám ảnh hưởng trực tiếp đến các đặc tính như ma sát, khả năng chịu mài mòn, và độ bền của chi tiết. Độ nhám được đo bằng cách xác định sự chênh lệch giữa các điểm cao và thấp trên bề mặt.
1. Độ nhám bề mặt là gì?
Độ nhám bề mặt thể hiện mức độ mịn màng hoặc gồ ghề của bề mặt sau khi gia công, đánh dấu sự khác biệt giữa chi tiết hoàn hảo và những sai lệch không mong muốn. Đây là yếu tố quyết định trong việc giảm ma sát giữa các chi tiết, giúp nâng cao độ bền, hạn chế sự mài mòn và cải thiện khả năng lắp ráp chính xác. Hãy thử tưởng tượng một bề mặt gồ ghề khi lắp ráp với chi tiết khác, nó sẽ nhanh chóng gây ra sự hao mòn hoặc thậm chí là hư hỏng trong quá trình vận hành.
2. Độ nhám không chỉ là con số
Khi nghe đến “độ nhám”, người ta thường nghĩ ngay đến các con số như Ra hay Rz. Tuy nhiên, độ nhám thực chất là kết quả của nhiều yếu tố như vật liệu, công nghệ gia công, và thậm chí là điều kiện môi trường. Một bề mặt có độ nhám thấp (mịn) sẽ giúp chi tiết chuyển động mượt mà, nhưng nếu quá mịn cũng có thể làm giảm khả năng giữ dầu bôi trơn, khiến chi tiết dễ bị mài mòn nhanh chóng.
Tiêu chuẩn và cấp độ của độ nhám bề mặt
Độ nhám bề mặt được thống nhất theo các tiêu chuẩn ISO (Tiêu chuẩn quốc tế) và tại nước ta là TCVN (Tiêu chuẩn Việt Nam). Thực tế TCVN về độ nhám cũng được dựa trên ISO để đồng nhất các đánh giá với quốc tế.
Các Tiêu chuẩn Việt Nam về độ nhám gồm:
- TCVN 2511:2007: Đặc tính hình học của sản phẩm (GPS) – Nhám bề mặt: Phương pháp Profin – Các thông số của mẫu Profin
- TCVN 5707:2007: Đặc tính hình học của sản phẩm (GPS) – Cách ghi nhám bề mặt trong tài liệu kỹ thuật của sản phẩm
- TCVN 5120:2007: Đặc tính hình học của sản phẩm (GPS) – Nhám bề mặt: Phương pháp Profin – Thuật ngữ, định nghĩa và các thông số nhám bề mặt
Các tiêu chuẩn ISO mới nhất đã được cập nhật về độ nhám gồm ISO 12085:1996, ISO 21920:2021, ISO 16610-21:2011.
Theo TCVN và ISO thì độ nhám bề mặt được chia thành 14 cấp độ, dựa theo các thông số độ nhám Ra và Rz, được thể hiện trong bảng dưới đây:
| Chất lượng bề mặt | Cấp độ nhám | Ra (µm) | Rz (µm) | Chiều dài chuẩn L (mm) |
| Thô | 1 | 80 | 320 | 8 |
| 2 | 40 | 160 | ||
| 3 | 20 | 80 | ||
| 4 | 10 | 40 | 2.5 | |
| Bán tinh | 5 | 5 | 20 | |
| 6 | 2.5 | 10 | 0.8 | |
| 7 | 1.25 | 6.3 | ||
| Tinh | 8 | 0.63 | 3.2 | |
| 9 | 0.32 | 1.6 | 0.25 | |
| 10 | 0.16 | 0.8 | ||
| 11 | 0.08 | 0.4 | ||
| Siêu tinh | 12 | 0.04 | 0.2 | |
| 13 | 0.02 | 0.08 | 0.08 | |
| 14 | 0.01 | 0.05 |
Ký hiệu độ nhám bề mặt trên bản vẽ
Theo TCVN và ISO, thông số độ nhám bề mặt trên bản vẽ được ký hiệu bằng hình chữ V bất đối xứng có ghi thông số độ nhám và/hoặc kèm theo phương pháp gia công.
Cách ghi ký hiệu độ nhám bề mặt trên bản vẽ thường được thể hiện như sau:
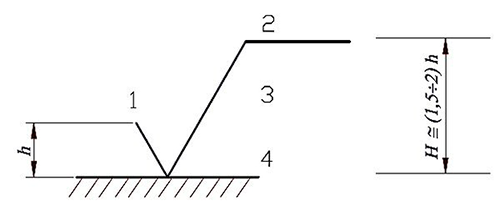
Có 4 vị trí để ghi các thông số và thông tin liên quan gồm:
1 – Ghi trị số độ nhám Ra hoặc Rz (thông số Rz luôn ghi kèm trị số, nếu không có Rz nghĩa là trị số độ nhám Ra)
2 – Ghi phương pháp gia công đặc biệt
3 – Ghi chiều dài chuẩn (nếu cần)
4 – Ghi hướng nhấp nhô của profin.
Ví dụ về một số ký hiệu độ nhám bề mặt trên bản vẽ kỹ thuật:
 |
Ký hiệu độ nhám bề mặt với thông số Ra 2.5, không ghi phương pháp gia công. |
 |
Ký hiệu độ nhám bề mặt với thông số Rz 10, không ghi phương pháp gia công. |
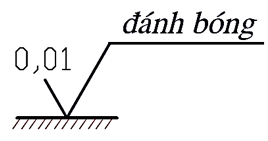 |
Ký hiệu độ nhám bề mặt với thông số Ra 0.01, phương pháp đánh bóng. |
Ngoài ra theo tiêu chuẩn công nghiệp Nhật Bản JIG thì ký hiệu độ nhám bề mặt được thể hiện bằng các hình tam giác ngược, gồm từ 1 đến 4 hình tam giác. Phía trên các ký hiệu tam giác ngược này có ghi thông số độ nhám, bên cạnh kèm theo chữ s là hiển thị cho Ry (chiều cao đỉnh tối đa), chữ z là hiển thị cho Rz, còn nếu không thì là Ra.
Về ký hiệu độ nhám bề mặt theo tiêu chuẩn JIG, các bạn có thể tham khảo thêm trong bảng dưới:
| Ra (µm) | Rz (µm) | Rzjis (µm) | Ký hiệu | Chất lượng bề mặt |
| 0.025 | 0.1 | 0.1 | Siêu tinh | |
| 0.25 | 0.2 | 0.2 | ||
| 0.1 | 0.4 | 0.4 | ||
| 0.2 | 0.8 | 0.8 | ||
| 0.4 | 1.6 | 1.6 | Tinh | |
| 0.8 | 3.2 | 3.2 | ||
| 1.6 | 6.3 | 6.3 | ||
| 3.2 | 12.5 | 12.5 | Bán tinh | |
| 6.3 | 25 | 25 | ||
| 12.5 | 50 | 50 | Thô | |
| 25 | 100 | 100 |
3. Ứng dụng thực tiễn của độ nhám bề mặt
Trong chế tạo máy, độ nhám bề mặt là yếu tố quyết định cho nhiều lĩnh vực. Ví dụ:
- Ngành ô tô: Độ nhám thấp đảm bảo các bộ phận như trục cam, piston có thể di chuyển trơn tru, giảm ma sát và tăng tuổi thọ động cơ.
- Ngành cơ khí chính xác: Các chi tiết đòi hỏi độ chính xác cao như bạc đạn, vòng bi, cần có độ nhám lý tưởng để tránh ma sát quá mức và giữ hiệu suất ổn định.
- Thiết bị y tế: Trong sản xuất thiết bị y tế, độ nhám bề mặt ảnh hưởng trực tiếp đến khả năng khử trùng và độ an toàn khi tiếp xúc với cơ thể.
4. Làm thế nào để kiểm soát độ nhám?
Để đạt được độ nhám lý tưởng, các kỹ sư thường sử dụng nhiều phương pháp gia công như mài, đánh bóng, và thậm chí là sử dụng công nghệ CNC hiện đại. Việc đo lường độ nhám được thực hiện qua các thiết bị chuyên dụng như máy đo độ nhám, giúp xác định chính xác độ lệch giữa các điểm trên bề mặt.
5. Tầm quan trọng của việc kiểm soát độ nhám

Kiểm soát độ nhám là yếu tố then chốt trong quá trình chế tạo máy. Một bề mặt quá thô sẽ tạo ra lực cản không mong muốn, gây ra sự tiêu hao năng lượng và ảnh hưởng đến tuổi thọ của chi tiết. Ngược lại, một bề mặt quá mịn có thể làm giảm khả năng giữ dầu bôi trơn, dẫn đến mài mòn nhanh chóng. Vì vậy, tìm ra độ nhám lý tưởng chính là nghệ thuật của sự cân bằng giữa độ bền và hiệu suất.
Kết luận
Độ nhám bề mặt là yếu tố nhỏ nhưng có tầm quan trọng lớn trong chế tạo máy. Kiểm soát tốt độ nhám giúp đảm bảo các chi tiết cơ khí hoạt động ổn định, bền bỉ, và hiệu quả. Trong một ngành công nghiệp đòi hỏi độ chính xác cao, hiểu và quản lý độ nhám bề mặt chính là chìa khóa để tạo ra những sản phẩm hoàn thiện, chất lượng.
Xem thêm các bài viết liên quan:

